 |
(495)510-98-15
|
|
Меню
|
Главная » Методы обработки материалов 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 [ 64 ] 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118 119 120 121 122 123 124 125 126 127 128 129 130 131 132 133 134 135 136 137 138 139 140 141 142 143 144 145 146 147 148 149 150 151 152 153 154 155 156 157 158 159 160 161 162 163 164 165 166 167 168 169 170 171 172 173 174 175 176 177 178 179 180 181 182 183 184 185 186 187 188 189 190 191 192 193 194 195 196 197 198 199 200 201 202 203 204 205 206 207 208 209 210 211 212 213 214 215 216 217 218 219 220 221 222 223 224 225 226 227 228 229 230 231 232 233 234 235 236 237 238 239 240 2.2. Характеристика режимов ЭЭО
дующие виды ЭЭО (табл. 2.1): отрезка (ЭЭОт); объемное копирование (ЭЭОК), вырезание (ЭЭВ), прошивание (ЭЭПр); шлифование (ЭЭШ); доводка (ЭЭД); маркирование (ЭЭМ) и электроэрозионное упрочнение (ЭЭУ). Определены разновидности комбинированной ЭЭО, например электроэрозионно-химическая (ЭЭХО), электроэрозионно-абразивная и анодно-механическая обработка. ЭЭО можно выполнять при прямой или обратной полярности, многоэлектродным или многоконтурным способом (ГОСТ 25331-82). Режимы ЭЭО даны в табл. 2.2. Сущность протекающих процессов при ЭЭО (рис. 2.2) может быть рассмотрена на основе ряда физических моделей [8, 29, 30]. Выбор и регулирование режимовЭЭО. Главным критерием, определяющим выбор режимов обработки, является максимальная производительность процесса при условии получения заданной точности, шероховатости и свойств обработанной поверхности. Существует связь между энергией импульса, производительностью и шероховатостью обработанной поверхности. Но для расчетов удобнее пользоваться не энергией импульса, а средним значением силы тока, потребляемого от генератора импульсов (ГИ). Производительность ЭЭО с увеличением среднего значения силы тока (энергии импульса) и производительность (скорость) удаления шлама растут примерно одинаково до некоторого времени, затем это равновесие нарушается. При завышенных значениях силы тока и малых площадях обработки возбуждаются автоколебания, что приводит к снижению производительности ЭЭО. На рис. 2.3-2.9 представлен ряд зависимостей параметров ЭЭО. Процессы и канале электрического разряда В электродв-заготодке В раЬочей жидкости,  ОБразобание частиц д электроде-инструменте i-----. -7 a. cl г? 5c В =S <1з ( Захват и эбакуация частиц из зазора Скорость съема Шероховатость поверхности Структурные измен ни я
Рис. 2.2. Взаимосвязь основных физико-химических процессов при ЭЭО Q-W[mm3/muh ~r3D0 Рис. 2.3. Пространственная диаграмма зависимости параметров: /Ср - среднее значение силы тока; S - площадь; Q -=> производительность (при ЗЗО с I = 400 Гц) Граница оплавления 1СР,А 30% 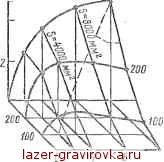 В табл.2.3 [30] показаны взаимосвязь электрических и гидравлических параметров и их влияние на технологические характеристики ЭЭО. 7 П/р В. А. Волосатова 193
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
© 2026 ООО "Стрим-Лазер": Лазерная гравировка.
Все права нотариально заверены. Копирование запрещено. |