 |
(495)510-98-15
|
|
Меню
|
Главная » Методы обработки материалов 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 [ 61 ] 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118 119 120 121 122 123 124 125 126 127 128 129 130 131 132 133 134 135 136 137 138 139 140 141 142 143 144 145 146 147 148 149 150 151 152 153 154 155 156 157 158 159 160 161 162 163 164 165 166 167 168 169 170 171 172 173 174 175 176 177 178 179 180 181 182 183 184 185 186 187 188 189 190 191 192 193 194 195 196 197 198 199 200 201 202 203 204 205 206 207 208 209 210 211 212 213 214 215 216 217 218 219 220 221 222 223 224 225 226 227 228 229 230 231 232 233 234 235 236 237 238 239 240 7. Дмитриев Л. Б., Орлов А. Б., Русаков О. Л. Роботизированный станочный комплекс для ЭХО турбинных и компрессорных лопаток Ав-томатические манипуляторы и металлообрабатывающее оборудование с программным управлением. Тула, 1984. С. 3-7. 8. Ивановская Ф. Н., Иванова Г. Г., Гейко Г. А. Обрабатываемость нержавеющей стали марки Х18Н9Т н титанового сплава марки ВТЗ-1 в активированных электролитах/УЭлектрофизические и электрохимические методы обработки. 1983, № 11. С. 2-5. 9. Исследование анодного растворения титановых сплавов в растворах солей/А. Д. Д а в ы д о в, Е. Н. К и р и я к, В. Д. К а щ е е в, Б. Н. К а б а и о в Электроиная обработка материалов. 1979. № 6. С. 12-15. 10. Князев Ю. Е. Новые станки для электрохимической обработки. Л.: ЛДНТП, 1983. 26 с. 11. Лобастое В. В., Петров Г. И. Электроабразивное шлифование деталей из жаропрочных сплавов. Л.: ЛДНТП, 1980. 32 с. 12. Медведев Б. А., Косухин Л. Ф., Иванов В. И. Размерная электрохимическая обработка сложных винтовых поверхностей. Л.: ЛДНТП, 1977. 28 с. 13. Митяшкин Д. 3.. Теоретические основы формообразования при электрохимической обработке: Учеб. пособие. М.: Машиностроение, 1976. 64 с. 14. Оборудование для размерной электрохимической обработки деталей машин/Под ред. Ф. В. Седы к и на. М.: Машиностроение, 1980. 277 с. 15. Основы повышения точности электрохимического формообра-зования/Ю. Н. Петров, Г. Н. К о ч е р г и н, Г. Е. 3 а й д м а н, Б. П. С а у ш к и н. Кишинев: Штиница, 1977. 151 с. 16. Основы теории и практики электрохимической обработки металлов и сплавов/В. М. Щербак, М. А. Толстая, А. П. Ани-си м о в, В. X. Постаногов. М.: Машиностроение, 1981. 263 с. 17. Попилов Л. Я. Справочник по электрическим и ультразвуковым методам обработки материалов. 2-е изд. М.: Машиностроение, 1971. 544 с. 18. Попилов Л. Я. Электрофизическая и электрохимическая обработка материалов: Справочник. 2-е изд. М.: Машиностроение, 1982. 399 с. 19. Проклова В. Д. Электрохимическая обработка непрофилиро-ванным электродом-инструментом: Учеб. пособие. М.: Машиностроение, 1976. 54 с. 20. Румянцев Е. М., Давыдов А. Д. Технология электрохимической обработки металлов: У'?еб. пособие. М.: Высшая школа, 1984. 159 с. 21. Рябинок А. Г., Звонцов И. Ф., Дулько О. Л. Электроалмазное хонингование высокотвердых материалов. Л.: ЛДНТП, 1973. 36 с. 22. Смоленцев В. П. Технология электрохимической обработки внутренних поверхностей. М.: Машиностроение, 1978. 175 с. 23. Смоленцев В. П., Смоленцев Г. П., Садыков 3. Б. Электрохимическое маркирование деталей. М.: Машиностроение, 1983. 72 с\ 24. Справочник по электрохимии/Р. К- Астахов, А. А. Белю с т и н, В. В. Б е р е н б л и т и др. Л.: Химия, 1981. 486 с. 25. Суворова Г. С, Энгельгардт Г. Р., Зайдмав Г. Н. Определение газосодержания при ЭХО в плоскопараллельном канале с учетом из- менения скорости течения электролита вдоль трассы/Электроьная обработка материалов. 1981, № 5. С. 13-16. 26. Технология и экономика электрохимической обработки/ В. В. Л ю б и м о в, Ю. В. П о л у т и н, В. В. Б о р о д и н и др. М.: Машиностроение, 1980. 192 с. 27. Электрофизические и электрохимические методы обработки материалов. Т. 1 и 2/А р т а м о н о в Б. А., В о л к о в Ю. С, Дрожалова В. И. и др. М.: Высшая школа, 1983. 247 и 208 с. 28. Электрофизические и электрохимические станки: Каталог Тр. ЭНИМС. - М.: НИИмаш, 1982. 127 с. 29. Электрохимическая обработка металлов/И. И. Мороз, Г. А. Алексеев, О. А. Водяницкий и др. М.: Машиностроение, 1969. 208 с. 30. Электрохимическая размерная обработка деталей сложной формы/В. А. Голоначев, Б. И. Петров, В. Г. Филимо-ш и н, В. А. Шмавев. М.: Машиностроение, 1969. 199 с. 31. Электроэрозионная и электрохимическая обработка. Расчет, проектирование, изготовление и применение электродов-инструментов. В 2-х ч Тр. ЭНИМС, CETIM-СЕРМО (Фр.)/Под ред. А. Л. Л и в-шица, А. Роша. М.: НИИмаш, 1980. Ч. 2-я. Электрохимическая обработка. 224 с. 32. Яхимович Д. Ф. Оборудование для электрофизнко-химической обработки деталей. М,: Машиностроение, 1981. 43 с. Глава 2 ЭЛЕКТРОЭРОЗИОННАЯ ОБРАБОТКА В годы Великой Отечественной войны советские ученые супруги Б. Р. Лазаренко и Н. И. Лазаренко предложили использовать для технологических целей явление электрической эрозии контактов коммутационной аппаратуры, приводящей их к разрушению. Они показали, что при определенных условиях процесс электрической эрозии управляем и может вызвать преимущественно разрушение только одного из электродов. Изобретение электроэрозионной обработки вот уже несколько десятилетий позволяет машино- и приборостроителям решать сложные технологические задачи при изготовлении деталей сложной конфигурации из труднообрабатываемых материалов. ЭЭО позволяет конструкторам и технологам выбрать оптимальный вариант конструкций, материала детали и технологического процесса. 2.1. СУЩНОСТЬ, КЛАССИФИКАЦИЯ И КИНЕМАТИКА ПРОЦЕССОВ Сущность метода. Электроэрозионная обработка (ЭЭО) заключается в изменении формы, размеров, шероховатости и свойств поверхности заготовки под воздействием электрических разрядов в результате электрической эрозии (ГОСТ 25331-82). Схема ЭЭО приведена на рис. 2.1. Электрический разряд - высококонцентрированный в пространстве и во времени импульс электрической энергии, преобразуемой между электродом-инструментом (ЭИ) и электродом-заготовкой в тепловую. При этом в канале разряда протекают нагрев, расплавление и испарение материала с локальных поверхностей электродов, ионизация и распад рабочей жидкости (РЖ). Классификация ЭЭО. В соответствии с технологическими признаками (ГОСТ 25331-82) установлены сле- 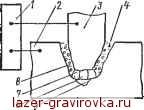 Рис. 2.1. Схема ЭЭО: / - генератор импульсов; 2 - заготовка; 3 - ЭИ; 4 - капли расплавленного металла; 5 - эрозионная лунка; 6 - плазменный канал разряда; 7 - газовый пузырь; 8 - РЖ |
|
© 2026 ООО "Стрим-Лазер": Лазерная гравировка.
Все права нотариально заверены. Копирование запрещено. |