 |
(495)510-98-15
|
|
Меню
|
Главная » Производство комплектующих для высокотехнологичных процессов 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 [ 53 ] 54 зиций один стационарный робот в состоянии транспортировать и загружать полуфабрикаты в несколько позиций, как это показано на схеме рис. 12.4,в. Схемы рис. 12.4,6, в в реализации часто оказываются проще предыдущих, поскольку не требуют применения передвижных роботов и автоматических тележек, однако, как правило, не обеспечивают необходимой гибкости транспортных потоков, неудобны при реализации требований вакуумной гигиены. Из систем с совмещенными функциями транспортировки и перегрузки получили распространение транспортные системы, выполненные по схеме рис. 12.4,г. В них полуфабрикаты или партии полуфабрикатов развозит автоматическая транспортная тележка 6, оснащенная приводом, автономным питанием и системой управления, обеспечивающей задание маршрута следования и слежение за трассой. Тележка оборудована индивидуальным одно- или двуруким роботом, осуществляющим перегрузку технологических позиций. Такая схема предпочтительнее с точки зрения гибкости задания маршрута следования, удобна при реализации различных вариантов планировки оборудования для обеспечения вакуумной гигиены на участке, целесообразна с точки зрения этапности комплексной автоматизации. При отработке системы на первых этапах управление тележкой может осуществляться вручную, при этом отрабатываются режимы управления, уточняются интенсивности различных грузопотоков и вносятся необходимые коррективы. Интенсивность транспортировки в таких системах не более одного рейса в минуту, поэтому в производстве ИС они пригодны для транспортировки кассет или наборов кассет между участками и технологическими модулями, но не отдельных пластин. Если требуемая производительность больше или необходимо перемещать и загружать отдельные изделия, следует применять схемы с раздельными транспортировкой и загрузкой в технологическое оборудование. Транспортировать полуфабрикаты можно автоматической тележкой без робота или адресным конвейером, позволяющим останавливать полуфабрикаты в необходимых точках позиционирования. Разгрузка тележки может производиться стационарным роботом в несколько технологических модулей. Варианты структурно-компоновочных схем гибких производственных систем с адресным конвейером представлены на рис. 12.5. Конвейер обеспечивает доставку полуфабрикатов из накопителя к любой из технологических позиций. Они бывают однонаправленные (рис. 12.5,а, б, г) и двунаправленные (рис. 12.5,в). Адресный конвейер (рис. 12.5,а) конструктивно наиболее прост, но наименее гибок в выборе маршрута транспортировки и рассчитан на маршрут накопитель - технологическая позиция - накопитель. Конвейеры, примененные в схемах, представленных на рис. 12.5,6 и в, обеспечивают любые требуемые маршруты между технологическими позициями с заходом в централизованный накопитель или без захода. Загрузку полуфабрикатов с адресного конвейера в технологические позиции могут осуществлять индивидуальные роботы или автооператоры (рис. 12.5,а-в), либо роботы, обслуживающие несколько позиций (рис. 12.5,г, д) и обеспечивающие в несколько раз большую интенсивность загрузки позиций по сравнению с соответствующими схемами с совмещенной загрузкой и транспортировкой (рис. 12.4) за счет совмещения времени выполнения этих операций. Интенсивность подачи заготовок на конвейер может достигать 3-5 заготовок или комплектов в минуту. Схемы рис. 12.5,а-в целесообразно применять при интенсивности от 2 до 10 и более заготовок в минуту. Для обеспечения сохраняемости полуфабрикатов автоматические тележки оснащены пылезащитными или герметизированными боксами. В пылезащитных боксах создается ламинарный поток воздуха, способствующий удалению частиц пыли. Для стыковки с технологическим оборудованием предусмотрен стандартный механический интерфейс. Например, стандартный механический интерфейс SMIF фирмы Hewlett Packard включает дверцы в оборудовании и транспортной тележке, которые (при позиционировании тележки) одновременно открываются, и кассеты перегружаются через окно специальным роботом или автооператором. Конструктивно конвейеры для транспортировки кассет могут выполняться в виде кассетной шины или кассетного челнока. Кассетная шина обеспечивает сквозную транспортировку кассет внутри пылезащитного туннеля, продуваемого ламинарным потоком очищенного воздуха или иного защитного газа. Шина 1 (рис. 12.6) обычно располагается выше технологического оборудования 2, и к каждой установке кассеты доставляются лифтами 3 (рис. 12.6). При этом осуществляются автоматическая адресация кассет, их опознавание по нанесенным меткам. При стыковке кассетной шины с вакуумным технологическим оборудованием внутри шины может поддерживаться вакуум. Из лифта в технологическое оборудование кассеты 4 кантуются и загружаются автооператорами 5. Кассетные челноки обеспечивают циркуляцию транспортных или технологически? кассет между отдельными единицами технологического оборудования. Такая схема целесообразна при использовании технологических кассет, как, например, в роботизированном комплексе диффузии, описанном в § 12.3. При использовании кассетных чел- 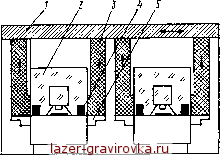 ноков необходимо обеспечивать перегрузку пластин из транспортных кассет и технологические и обратно. Перегружать пластины из кассет и транспортировать их как между технологическими модулями, так и внутри них целесообразно по одной из компоночных схем, изображенных на рис. 12.5. В накопителях пластины располагаются вертикально или горизонтально, причем первые предпочтительнее с точки зрения вакуумной гигиены, вторые проще конструктивно, к тому же в горизонтальном положении пластину удобнее транспортировать. Для транспортировки пластин применяют конвейеры на пасси-ках из полиуретана, как в линиях Лада-125 , и пневмотранспортеры, как в автоматических установках для проекционной фотолитографии ЭМ-584. Выбор того или иного варианта структурно-компоновочного решения кроме требований к гибкости структуры и производительности системы определяет еще целый ряд специфических особенностей технологических процессов производства ИС. 1. Производство имеет массовый и крупносерийный характер, поэтому номенклатура изделий не столь велика, как в металлообработке, для ГПС микроэлектроники часто важнее не гибкость в тактическом плане как возможность перехода программными средствами на другие изделия, а гибкость в стратегическом плане как возможность перехода на иные техпроцессы и средства их реализации, т. е. возможность эволюционного развития системы. 2. Заготовки (кремниевые пластины или кристаллы) не столь разнообразны по форме, как в металлообработке, поэтому требования к универсальности транспортно-загрузочных элементов ГПС не столь высоки, однако часто предъявляются весьма жесткие требования к точности ориентации полуфабрикатов, чистоте среды их хранения и транспортировки и времени пролеживания между операциями. 3. Исключение человека из производственного процесса определяется не только и не столько стремлением снизить затраты живого труда и тем самым обеспечить высокий потенциал роста производительности общественного труда, сколько требованиями вакуумной гигиены в производстве, являющимися главенствующими при выборе того или иного варианта структурно-компоновочной схемы ГПС. Контакт человека с заготовками ИС является основной причиной брака из-за пыли и загрязнений. 4. Процессы производства ИС весьма разнородны по физико-химической природе и требованиям к чистоте окружающей среды, что порождает необходимость разбиения ГПС на участки по физико-химической природе проводимых операций, например ГПС напыления, РТК диффузии, ГАП сборки ИС и др. С другой стороны, требования минимальной длительности производственного цикла при изготовлении ответственных приборов или их элементов заставляют объединять весьма разнородные процессы в единую 316 ГПС, например, ГПС изготовления эмиттерных или затворных структур БИС. Выбор того или иного варианта структурно-компоновочного решения ГПС проводится в ряд этапов. На первом этапе исходя из специфики производства и технологии определяются номенклатура (качественный состав) технологических позиций, входящих в ГПС, способы разделения системы на участки. На втором этапе исходя из требований гибкости системы с точки зрения изменения режимов, синхронности или асинхронности работы, независимо с точки зрения надежности, гибкости маршрутов и способности к эволюционному развитию выбирается тот или иной вид укрупненного структурно-компоновочного решения. Далее, исходя из требований программы выпуска и интенсивности тех или иных транспортных потоков, структурно-компоновочная схема уточняется, выбираются способы транспортировки и загрузки полуфабрикатов, уточняются схема и требования к конструкции конвейеров, роботов и технологических модулей. Полученная структурно-компоновочная схема является основой для проработки планирования ГПС и конструирования ее отдельных элементов. КОНТРОЛЬНЫЕ ВОПРОСЫ 1. Поясните различие между эффективностью и прогрессивностью производственной системы. 2. Что понимается под гибкостью производственных систем в тактическом и стратегическом плане? 3. Какие структурно-компоновочные решения из представленных на рис. 12.3 нашли наибольшее применение в микроэлектронике? 4. В чем различие между кассетным челноком и кассетной шиной? 5. Какие интенсивности потоков полуфабрикатов могут обеспечить схемы транспортирования, представленные на рис. 12.4 и 12.5? 6. Какой привод применен в механизме подъема робота 2 линии диффузии (рис. 12.7)? 7. Когда в гибкие участки следует объединять однородное оборудование и когда разнородное в порядке следования операций? СПИСОК ЛИТЕРАТУРЫ 1. Оборудование полупроводникового производства/ П. Н. Масленников, К. А. Лаврентьев, А. Д. Гинис и др.; Под ред. П. Н. Масленникова.-М.: Радио и связь, 1981.-336 с. 2. Мягков А. Т., Корсетов Е. М. Химико-технологическая аппаратура микроэлектроники.-М.; Энергия, 1979.-312 с. 3. Глазков И. М., Райхман Я. А. Генераторы изображений в производстве интегральных микросхем.-Минск; Наука и техника, 1981.-144 с. 4. Барил М. А., Самойляков В. К. Газовые системы оборудования производства полупроводниковых приборов и интегральных схем.-М.: Энергия, 1978.- 112 с. 5. Моряков О. С. Устройство и наладка оборудования полупроводникового производства: Учебник.-М.: Высшая школа, 1981.-336 с. 6. Попов В. К., Ячменев С. Н. Расчет и проектирование устройств электронной и ионной литографии.-М.: Радио и связь, 1985.-128 с. 7. Тарун Я. Основы технологии СБИС: Пер. с японск. - М.: Радио и связь, 1985,-480 с. 8. Колешко В. М., Гойденко П. П., Буйко Л. Д. Контроль в технологии микроэлектроники.-Минск: Наука и техника, 1979.-312 с. 9. Вакуумная техника: Справочник/ Е. С. Фролов, В. Е. Минайчев, А. Т. Александрова и др.; Под ред. Фролова Е. С, Минайчева В. Е.,-М.: Машиностроение, 1985.-360 с. 10. Киреев В. Ю., Данилин Б. С, Кузнецов В. И. Плазмохимическое и ион-но-химическое травление микроструктур.-М.: Радио и связь, 1983.-126 с. 11. Ермаков Е. С. Робототехнические комплексы электронной техники.-М.: Высшая школа, 1985.-72 с. 12. Онегин Е. Е. Точное машиностроение для микроэлектроники.-М.: Радио и связь, 1986. 13. Промышленные роботы для миниатюрных изделий/ Р. Ю. Бансявичус, А. А. Иванов, Н. И. Камышный и др.; Под ред. В. Ф. Шаньгина.-М.: Машиностроение, 1985.-264 с. ОГЛАВЛЕНИЕ Введение.................. 3 Часть 1. ОБОРУДОВАНИЕ ЗАГОТОВИТЕЛЬНОГО И ВСПОМОГАТЕЛЬНОГО ПРОИЗВОДСТВА ИНТЕГРАЛЬНЫХ МИКРОСХЕМ 7 Глава 1. оборудование для очистки сред...... 7 1.1. Средства очистки воздушной среды.......... 7 1.2. Оборудование для очистки технологических газов...... 12 1.3. Оборудование для получения деионизованной воды..... 15 Контрольные вопросы ............... 18 Глава 2. оборудование для механической обработки полупроводниковых материалов...... 18 2.1. Общие сведения о механической обработке полупроводниковых материалов ................. 18 2.2. Оборудование для кристаллографической ориентации слитков . . 21 2.3. Оборудование для разрезки слитков на пластины...... 23 2.4. Оборудование для шлифования и полирования пластин .... 28 Контрольные вопросы............... 35 Часть 2. ОБОРУДОВАНИЕ ДЛЯ ПОЛУЧЕНИЯ СТРУКТУР ИНТЕГРАЛЬНЫХ МИКРОСХЕМ......... 36 Г л а в а 3. оборудование для химико-технологической обработки............ 3d 3.1. Процессы и оборудование для химической обработки подложек . . 36 3.2. Химико-технологические процессы и оборудование микролитографии 40 Контрольные вопросы ............... 48 Глава 4. физико-термическое оборудование производства ис .............- 48 4.1. Диффузионные термические установки......... 48 4.2. Оборудование для наращивания эпитаксиальных слоев .... 54 4.3. Установки для осаждения слоев при пониженном давлении ... 63 Контрольные вопросы ............... 67 Глава 5. оборудование для элионной обработки ... 67 5.1. Установки для ионной имплантации.......... 67 5.2. Оборудование для вакуумно-плазменного травления микроструктур 80 5.3. Установки для нанесения тонких пленок в вакууме..... 93 5.4. Оборудование для электронно-лучевой, лазерной обработки и моле-кулярно-лучевой эпитаксии ............ 112 Контрольные вопросы ............... 125 Глава 6. элементная база вакуумных и газовых систем. аппаратура химико-технологических установок 125 6.1. Средства получения вакуума............ 125 6.2. Элементы вакуумных систем............ 135 6.3. Аппаратура для контроля процессов, происходящих в вакууме . . 143 6.4. Элементы газовых систем и химико-технологическая аппаратура . . 149 Контрольные вопросы............... 156 Часть 3. ОБОРУДОВАНИЕ ДЛЯ ФОРМИРОВАНИЯ ИЗОБРАЖЕНИИ ис в микролитографии........ 157 Глава 7. оптико-механическое оборудование для изготовления фотошаблонов и фотолитографии . . I5 7.1. Варианты формирования микроизображений, процессы н оборудование для изготовления фотошаблонов....... 1*>7 7.2. Оптический генератор изображений.......... 166 7.3. Фотоповторитель для изготовления эталонных фотошаблонов . 174 7.4. Установка контактного размножения рабочих фотошаблонов . 180 7.5. Установки совмещения и экспонирования контактного типа . . 185 7.6. Оборудование для проекционной фотолитографии...... 193 Контрольные вопросы ............... 20 |
|
© 2026 ООО "Стрим-Лазер": Лазерная гравировка.
Все права нотариально заверены. Копирование запрещено. |