 |
(495)510-98-15
|
|
Меню
|
Главная » Производство комплектующих для высокотехнологичных процессов 1 2 3 4 5 6 7 8 9 10 11 12 13 14 [ 15 ] 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54  Рис. 5.9. Установка ион но-лучевого травления Травление подложек осуществляется за счет реактивного удаления материалов с образованием легколетучих соединений, которые откачиваются из объема кварцевой трубы. С помощью системы плазмохимического травления можно в одном объеме, например, сначала удалить Si02 в среде CF4, а затем в Ог - плазме удалить остатки фоторезиста. Равномерная подача газа позволяет получать высокую воспроизводимость результатов травления. По количеству одновременно обрабатываемых подложек установки ионного травления делятся на установки индивидуальной и групповой обработки. Если приоритет имеет требование точности травления, то более эффективна индивидуальная обработка, если производительность - то групповая. На рис. 5.9 изображена схема установки для травления ионным лучом, реализующая индивидуальный принцип обработки. В автономном источнике ионов 2 размещены термокатод 1 и элементы ионно-оптической системы: анод 3, вытягивающий 5, фокусирующий 6 и ускоряющий 7 электроды, помещенные в высоко-86 вольтный изолятор 17. Рабочий газ подается в источник ионов через натекатель 18. Повышение эффективности процесса ионизации обеспечивается электромагнитной катушкой 4. В рабочей камере 13 размещены поворотный столик 11 с обрабатываемой подложкой 10, термокатод-нейтрализатор 8. На фланцах камеры установлены привод 14 вращения столика, механизм поворота заслонки 16 и смотровое окно 9. Нижний фланец предназначен для соединения рабочей камеры с вакуумной системой 12. Принцип работы установки заключается в следующем. Электроны, эмиттированные раскаленной вольфрамовой нитью катода 1, устремляются к аноду 3, но летят не прямолинейно, а по спиральным траекториям под действием магнитного поля катушки 4. Сталкиваясь с атомами рабочего газа, электроны ионизируют его, в результате чего образуется плазменное облако 19. С помощью электродов ионной оптики 5, 6 и 7 ионы аргона вытягиваются из плазмы, фокусируются в пучок 15 определенного сечения и ускоряются до энергии, достаточной для эффективного распыления материалов на поверхности подложки. Для управления началом и окончанием травления служит заслонка с механизмом поворота 16. В случае распыления диэлектрических материалов ионный пучок 15 нейтрализуется электронами, испускаемыми термокатодом 8, и травление производится атомами аргона. Для изменения угла падения ионов или атомов аргона столик 11 имеет возможность поворота относительно направления луча 15. Равномерность травления обеспечивается вращением столика с помощью электродвигателя 14. Высокая чистота процесса травления достигается тем, что в рабочей камере 13 можно поддерживать давление ниже Ю-3 Па. Это возможно благодаря тому, что между объемом источника ионов 2, в котором для устойчивого горения газового разряда создается и поддерживается давление примерно Ю-1 Па, и объемом рабочей камеры 13 обеспечивается перепад давлений за счет низкой проводимости ионной оптики или наличия специальной диафрагмы. Существенно повысить производительность процесса ионного травления микроструктур ИС позволяет групповая обработка подложек большого диаметра. На рис. 5.10 представлена схема установки плазмохимического травления микроструктур, реализующая метод групповой обработки. В основу работы установки положен способ возбуждения молекул реакционной смеси газов энергией ВЧ плазменного разряда и взаимодействия их с поверхностью обрабатываемых подложек. Подложки 6 (рис. 5.10,а) диаметром 75, 100 или 150 мм загружаются в рабочую камеру 1 с помощью пневмозахвата 7 манипулятора устройства загрузки. Откачка рабочего объема до давления 9-10-2 Па осуществляется вакуумным агрегатом, состоящим 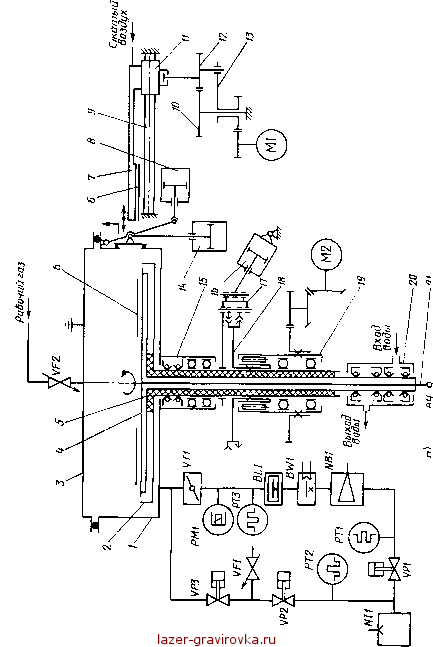 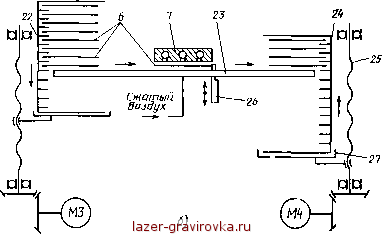 Рис. 5.10. Схема установки плазмохимического травления из бустерного NB1 и механического N11 насосов, водоохлаждаемой BW1 и азотной ВЫ ловушек, системы пневмоуправляемых клапанов VP1...VP3, вакуумного затвора VT1 и натекателя VF1. Контроль давления при откачке осуществляется термоэлектрическими РТ1...РТЗ и магнитным РМ1 вакуумметрами. Технологические газы подаются в камеру через отверстие в крышке 3 и с помощью натекателя VF2 устанавливается рабочее давление 1.. .10 Па. На электрод 4 через металлический стержень 21 подается ВЧ-напряжение. Электрод 4 и стержень 21 охлаждаются проточной водой, подаваемой через коллектор 20. Между электродом 4 и заземленной крышкой 3 возбуждается ВЧ тлеющий разряд, который активирует рабочий газ. Образующиеся реакционно-способные радикалы взаимодействуют с материалами, подвергающимися травлению, и на поверхности подложек происходят химические реакции. Образующиеся при этом летучие соединения вместе с отработанными технологическим газами удаляются вакуумным агрегатом. Для повышения равномерности травления одновременно обрабатываемых пластин вводится вращение электрода 4. Движение на составной вал, внутри которого размещены труба для подачи охлаждаемой воды, стержень 21 и изолятор 5, а по периметру диска установлен экран 2, передается от электродвигателя М2 через коническую и цилиндрическую зубчатые передачи и обгонную муфту 19. Частота вращения вала составляет 5 мин-1. Герметизация вращения осуществляется манжетным вводом движения в вакуум 15. При загрузке и выгрузке подложек вал с электродом 4 совершает поворот на определенный угол с помощью храпового колеса 18 и блока собачек 17, перемещение которых осуществляется гидроцилиндром 16. Такой поворот возможен благодаря использованию обгонной роликовой муфты 19. Точность угла поворота обеспечивается применением двух собачек, одна из которых предназначена для поворота храпового колеса 18, а другая для его фиксации. Подача подложек в рабочую камеру и их выгрузка производится через люк в стенке камеры 1, который открывается и закрывается с помощью двух пневмоцилиндров 8 и 14. При открытии люка сжатый воздух сначала подается в цилиндр 8, шток которого через систему рычагов отводит крышку люка. Затем сжатый воздух подается в цилиндр 14, и крышка поднимается вверх, освобождая доступ к внутренней полости камеры 1. С помощью манипулятора устройства загрузки осуществляется автоматическая загрузка пластин в рабочую камеру из загрузочной кассеты 22 (рис. 5.10,6) и выгрузка обработанных подложек из камеры в приемную кассету 24. Манипулятор состоит из пневмозахвата 7, который с помощью каретки 11 может перемещаться на расстояние до 320 мм по направляющим 9. Движение на каретку 11 передается через скользящую опору цилиндрического зубчатого колеса 12, которое обкатывается по неподвижно закрепленному зубчатому колесу 10. Обкатка колеса 12 производится благодаря соединенному с ним водилу 13, которое приводится в движение через зубчатую передачу электродвигателем Ml. Длина перемещения пневмозахвата с подложкой контролируется бесконтактными фотоэлектрическими датчиками. Электродвигатели МЗ, М4 и ходовые винты 25 служат для перемещения кронштейнов 27, на которые устанавливаются загрузочная 22 и приемная 24 кассеты. Для транспортировки подложек из кассеты к пневмозахвату предназначен пневмолоток 23. Перемещение пластины по лотку осуществляется с помощью воздушной подушки. В режиме загрузки кассета 22 опускается на шаг, подложка выкладывается на лоток 23 и с помощью воздушной подушки перемещается по лотку до упора 26. Попадая под пневматический захват 7, подложка притягивается к нему, вместе с захватом вводится в рабочую камеру 1 и опускается на электрод 4. Для загрузки следующей подложки пневмозахват 7 возвращается в исходное положение (над пневмолотком 23), электрод 4 поворачивается на заданный угол, кассета 22 опускается еще на один шаг и цикл загрузки повторяется. После заполнения подложками электрода 4 крышка люка с помощью пневмоцилиндров 8 и 14 закрывается и производится процесс травления. Выгрузка обработанных подложек осуществляется перемещением их с помощью пневмозахвата 7 из рабочей камеры на пневмолоток и по нему в приемную кассету 24, которая периодически поднимается вверх на один шаг. Групповая обработка подложек в установке плазмохимическо-  Рис. 5.11. Установка ионно-плазменного и плазмохимического травления модульного типа го травления (рис. 5.10) обеспечивает высокую производительность процесса, однако с повышением требований к точности обработки и чистоте технологической среды при требовании высокой производительности необходимо переходить к такому структурно-компоновочному варианту установки, при котором обеспечивался бы принцип индивидуальной обработки с сохранением постоянного разрежения в рабочем объеме в сочетании с одновременной обработкой нескольких подложек. На рис. 5.11 изображена схема установки для ионно-плазменного и плазмохимического травления микроструктур, сочетающая высокую производительность с высокой точностью обработки. Установка состоит из семи рабочих модулей 2 с ВЧ-электродами 17, |
|
© 2026 ООО "Стрим-Лазер": Лазерная гравировка.
Все права нотариально заверены. Копирование запрещено. |